pe05@pestainless.com

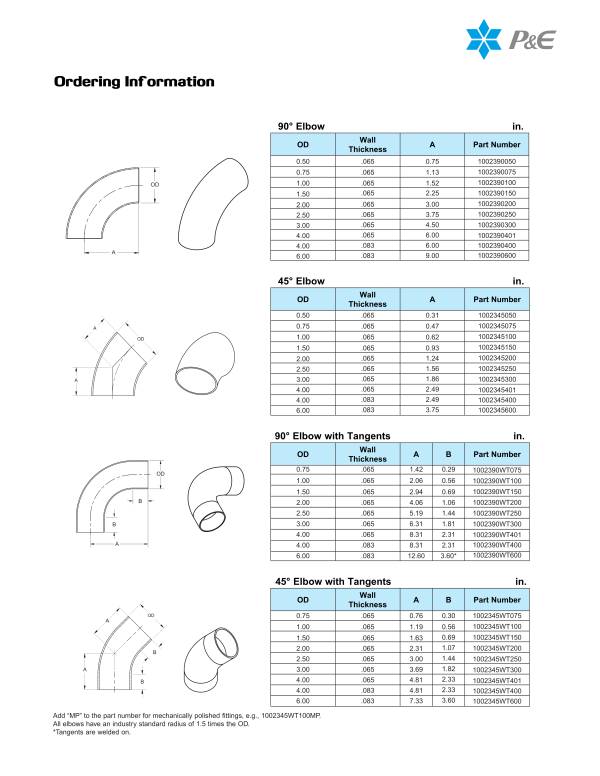
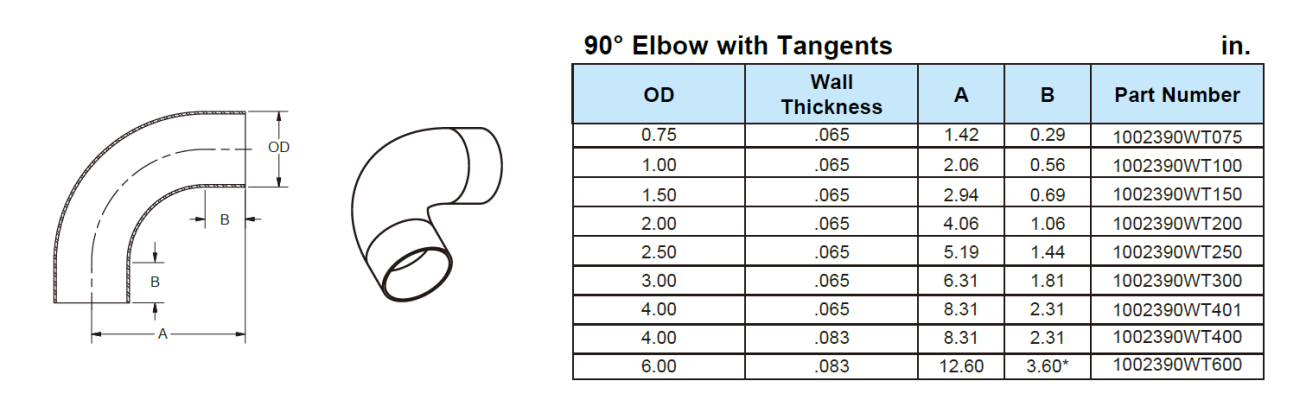
Butt weld 90 degree elbow fittings with tangents are offered in 0.75 to 6 inch diameter stainless steel vacuum tubing.
These elbows have radius equal to 1.5x the tubing diameter and straight tangent section on each end. Elbows are used
to make a right angle change of direction in vacuum tubing.
-90° butt weld elbows with tangents
-304 Stainless Steel construction
-0.75 to 6 in. vacuum tubing diameters
The Series 23 components are constructed of 304 or 304L welded, drawn, and annealed stainless steel tubing. (316L is available on request.) For most vacuum process applications, this provides the best combination of the following critical features:
-Low outgassing under vacuum
-Chemically resistant
-Annealed for consistent leak free welding
-Minimized corrosion concentration points
-Good availability
-Cost consistent with the above requirements
Each component is fabricated using pulled port and 100% penetration TIG weld techniques. All welded components are leak free, carefully cleaned for high vacuum use and then packaged to remain clean until the time of installation.
Series 23 fittings are designed to be welded using techniques preferred for vacuum applications. These techniques include internal (socket type) welding and external buttwelding. The most commonly used type of weld for high vacuum applications is a TIG (Tungsten Inert Gas) fusion weld, preferably without filler rod. For the best results, remove components from packaging in clean conditions during installation. Handle the components with clean gloves and equipment in the absence of any fibers, fingerprint oils, or other greases. If these precautions are taken, the weld is more likely to be leak free and the integrity of the vacuum surface will remain intact and ready for use.
General hints for good vacuum welds include:
1.Always start with clean and properly weld prepped components.
2.For internal welds, minimize warping by using only enough heat for 60-75% penetration.5.Make sure there is little or no gap between pieces to be welded.
6.Ensure that all surfaces affected by the heat of the weld, especially the vacuum side, are purged properly with inert gas.